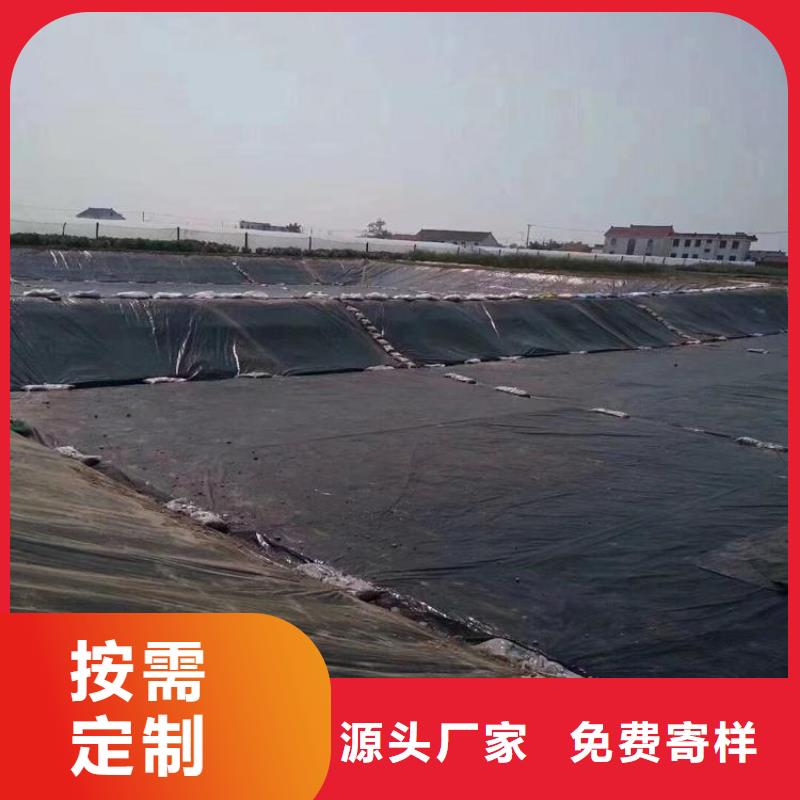







土工布铺设终了由现场监理工程师认可后铺设土工膜。HDPE土工膜上面的土工布采用自然搭接,土工膜上层土工布采用缝接或热风焊接。使其局部到达融熔状态,并立刻运用一定的外力使其牢牢地粘合在一同。土工布应采取另一办法一缝合衔接法,即用专用缝纫机停止双线缝合衔接,且采用防化学紫外线的缝合线。
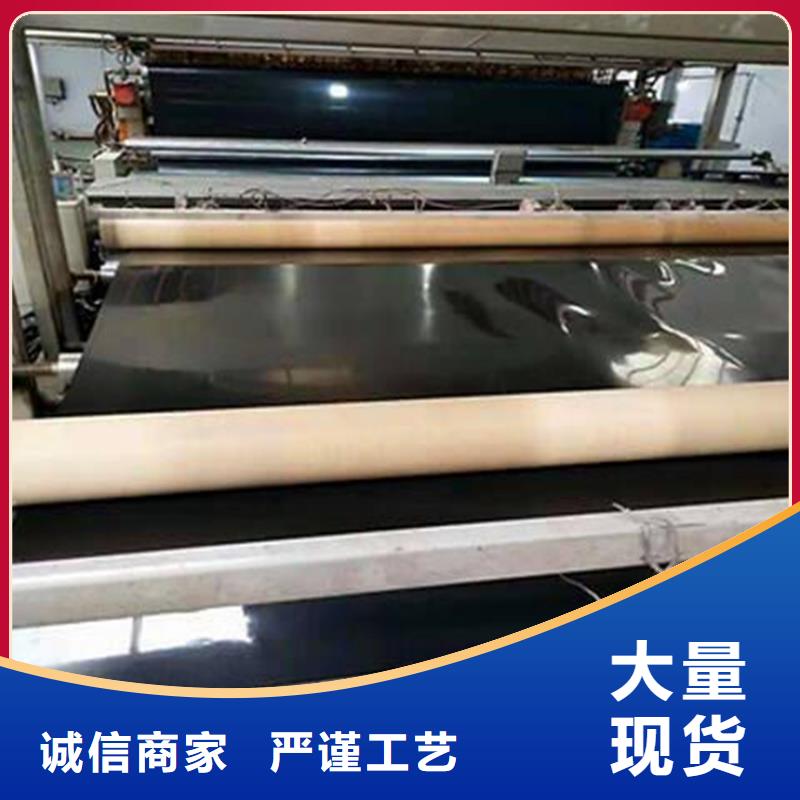
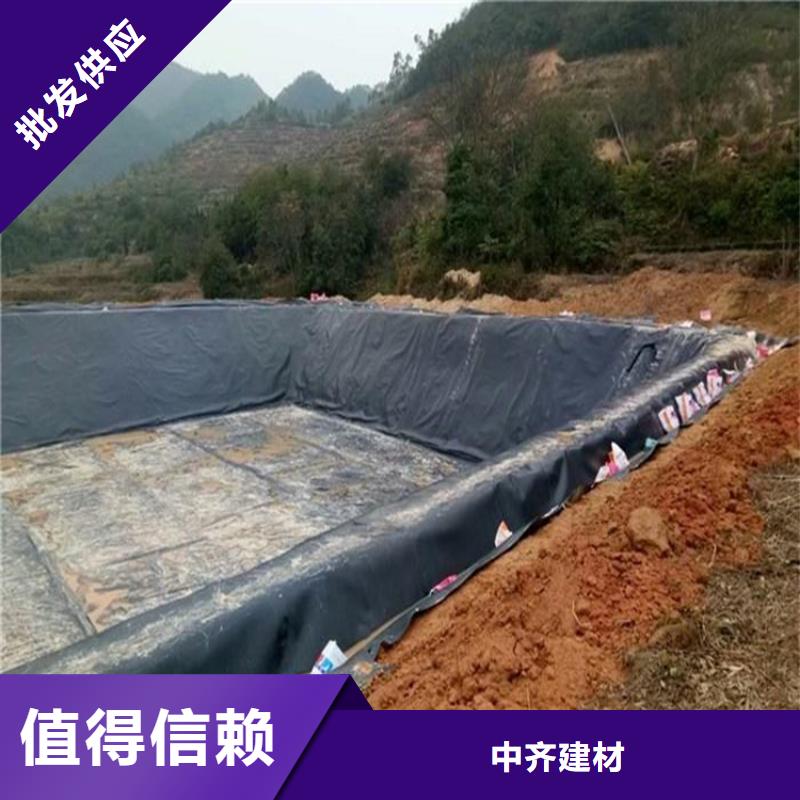
HDPE土工膜是目前垃圾卫生填埋场应用较广泛的土工膜,它防水质感好,具有很强的耐久性,不易腐蚀。HDPE土工膜热胀冷缩变形较大,因此在施工中应留出材料的热胀冷缩变形伸缩量。HDPE膜当天铺设当天完成,尽量减少皱褶及拖移,同时不宜拉得过紧,否则会因局部变形而产生的应力过大,造成HDPE膜破坏。在渗滤液碎石导排层施工过程中对HDPE膜的保护问题。渗滤液导排层一般选用卵石或碎石等材料,厚度不应小于30cm,由于垃圾填埋区面积大,碎石摊铺的工程量非常大,留出足够的空间给铺设场地对实施过程有很大的作用。
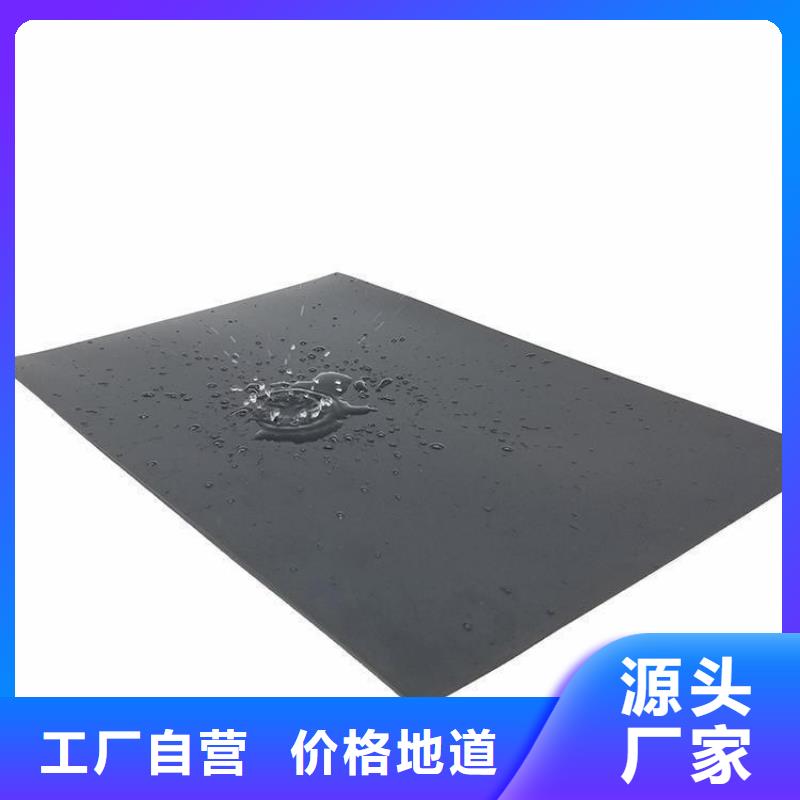
HDPE土工膜的主要机理是以塑料薄膜的不透水性隔断土坝漏水通道,以其较大的抗拉强度和延伸率承受水压和适应坝体变形;而无纺布亦是一种高短纤维化学材料,通过针刺或热粘成形,具有较高的抗拉强度和延伸性,它与塑料薄膜结合后,不仅增大了塑料薄膜的抗拉强度和抗穿刺能力,而且由于无纺布表。
如果压力表显示的数值依然正常,则表示焊接已经符合施工的要求。HDPE土工膜有几个地方是在铺设的时候必须要质检的,那么在其铺设过程中需要质检哪些方面呢。较好随时检查HDPE土工膜的焊接质量,每检查到一处焊接或者安装不合格处可以以不同颜色的记号笔标注。
对破损处修补的补丁要剪成圆角,不要过小。需要用检漏器检查搭接处双焊缝中间所形成的气带,进行气压检测,对泄压处找到漏气点并进行热风焊枪修补。进行二次衬砌前,应对其进行面认真的严格检查,避免任何遗漏。注意进行二次衬砌浇注时不要有任何的破坏,防止无法进行修补。
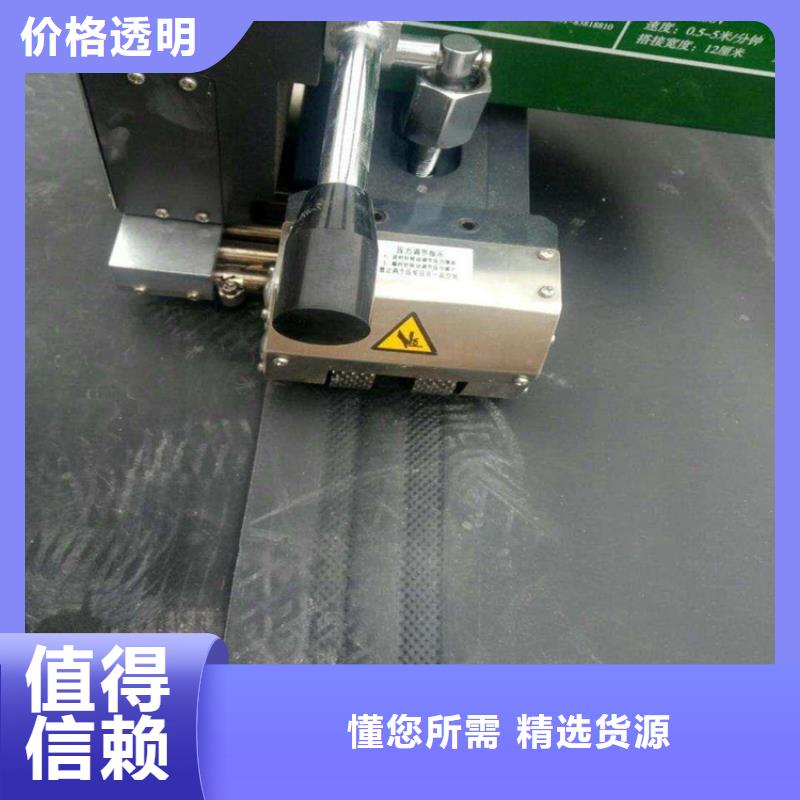
HDPE土工膜焊接质量的好坏是复合土工膜防渗性能成败的关键,所以务必做好土工膜的焊接,确保焊接质量,因此,土工膜焊接应由生产厂家派专业技术人员到现场操作,指导,培训,采用土工膜专用焊接设备进行。本工程土工膜焊接采用800-900型热合土工膜焊接机,土工布采用手提式封包机缝接。
焊接前用电吹风吹去膜面上的砂子、泥土等脏物,膜面干净,在焊接部分的底下垫一条长木板,以便焊机在平整的基面上行走,焊接质量,正式焊接前,根据施工气温进行试焊,确定行走速度和施焊温度,一般掌握行走速度1.5~2.5m/s,施焊温度为220~3000C。两布一膜HDPE土工膜焊接流程焊接工艺:一幅土工膜铺好后,将需焊接的边翻叠(约60cm宽),二幅反向铺在一幅膜上,调整两幅膜焊接边缘走向,使之搭接10cm。拼接焊缝两条,每条宽10mm,两条焊缝间留有10mm的空腔,用此空腔检查其焊缝质量。
膜裁切之前,应该准确丈量其相关尺寸,然后按实际裁切,一般不宜按图示尺寸裁切,应逐片编号,详细记录在专用表格上。铺设土工膜时应力求焊缝较少,在质量的前提下,尽量节约原材料。同时也容易质量。膜与膜之间接缝的搭接宽度一般不小于10cm,通常就使焊缝排列方向平行于较大坡度,即沿坡度方向排列。通常在拐角及畸形地段,应是接缝长度尽量减短。
HDPE土工膜的焊接热锲焊机焊接工序分为调节压力设定温度设定速度焊缝搭接检查装膜入机启动马达加压焊接。接缝处不得有油污、灰尘,土工膜的搭接段面不应夹有泥沙等杂物,当有杂物时必须在焊接前清理干净。
每天焊接开始时,必须在现场先试焊一条0.9m×0.3m的试样搭接宽度不小于10cm并用拉力机现场进行剥离和剪切试验试样合格后便可用当时调整好的速度、压力、温度进行正是焊接。HDPE土工膜体现绿化生态环境土工膜要采用质量与土工布相同的缝合线,缝合线要采用抗化学毁坏和紫外光映照才能更强的材质。